CNC гидравликалық тежегіш машинасының артықшылығы

1. Оңай жұмыс
CNC тежегішті басқару өте оңай және аз еңбекті қажет ететін машина. Сондықтан оператор бір уақытта көптеген машиналарды басқара алады. Бұл машиналарды оператордың сенсоры, сезімі және дыбысы арқылы оңай басқаруға болады. Бұған қоса, олар өте ыңғайлы және өте қуатты басқару жүйесі бар.
2. Икемді бағдарламалау
CNC тежегішінің икемді бағдарламалануы операторға машинаны қарапайым ағылшын тілінде немесе кез келген басқа қолайлы тілде басқаруға мүмкіндік береді.

Орындауға болатын әртүрлі операциялар түрлері де мәзірде опциялар ретінде қолжетімді. Қажетті операция таңдалғаннан кейін экранда цикл уақыттарына, материалдарға, қысымдарға және өндіріс процесіне қатысты басқа элементтерге қатысты сұрақтардың басқа тізімі пайда болады. Оператор жауаптарды құрылғыға енгізгеннен кейін мәндер тиісті тапсырманы бастамас бұрын растау үшін экранда көрсетіледі.
3. Заманауи дизайн
CNC тежегіші операторға иілу ретін оңай реттеуге мүмкіндік беретін заманауи дизайнды қамтиды. Ол сондай-ақ операторға қажетті өнімді жылдам өндіруге көмектеседі. Сонымен қатар, операторға иілудің белгілі бір дәрежесін жасау үшін қажетті қысым мөлшерін бағалаудың қажеті жоқ. Тіпті фланецтің ұзындығы, материал түрі, қалыңдығының мөлшері және иілу дәрежесі сияқты басқа факторларды CNC басқару блогына тікелей енгізуге болады. Жасалатын бөлікті 2D немесе 3D дайын нұсқасында да көруге болады. Бұған қоса, бірінші бөлік машинада немесе дербес компьютер арқылы бағдарламаланған соң, біліктілігі төмен оператор келесі бөлшектерді де оңай жасай алады.

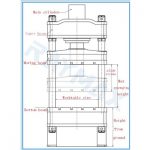
4. «С» пластиналарында екі жағында екі сызықты таразы орнатылған.
Жұмыс кезінде ауытқу ионының әсерін жою үшін оны жұмыс үстеліне бекітеміз. Сызықтық шкала RAM (Y1, Y2) екі соңғы орнын тексереді және сигнал жібереді. CNC күшейткіші арқылы күшейтілгеннен кейін сигнал компьютерге қайтарылады. Содан кейін компьютер цилиндрлерге түсетін майдың көлемін басқарады. Осылайша, RAM және жұмыс үстелінің параллельділігін ± 0,01 мм астында басқаруға болады.
5. Әмбебаптығы: Электрондық шасси/кронштейн сияқты күрделі бөлшектерді қоса, кез келген қалыңдық пен материал түрін (тежегіштердің физикалық шегінде) бүктеңіз.
6. DELEM жүйесінде автоматты тестілеу және өзін-өзі диагностикалау функциялары бар. Сондай-ақ, Бағдарламалау иілуге арналған пластинаның өлшемдерін, дайындаманың өлшемдерін және құралдарды таңдауды қамтиды. Содан кейін CNC жүйесі иілу күші мен артқы өлшегіш пен рамканың орнын автоматты түрде есептей алады. Сондай-ақ, рамканың ену және басу уақытының релесін есептеуге болады. Тамаша сапалы электрогидравликалық пропорционалды клапан екі цилиндрдің де синхрондалуын, сондай-ақ эксцентрлік жүктемені жеңу үшін жақсы сыйымдылықты қамтамасыз ете алады.

7. Артқы калибр домалау бұрандасы мен айналмалы бағыттаушы жолды қабылдайды, сондықтан X осінің қайталанатын орналасу дәлдігі ±0,1 мм жетуі мүмкін. Толық машина операторды жарақаттанудан қорғау үшін қауіпсіздік қорғанысы мен блокатормен жабдықталған.
8. Цилиндрлер, поршеньдік штанга, бағыттаушы жол сияқты негізгі жылжымалы бөліктердің барлығы тозуға төзімділікпен өңделеді.
9. CNC жүйесі CNC гидравликалық тежегіш машинасының жүрісін және артқы өлшегіштің барлығын жақсы дәлдікпен басқарады.
CNC гидравликалық тежегіш машинасының кемшілігі
1. Материалды өңдеу: Үлкен парақтарды өңдеудегі қиындықтар
2. Құрал-саймандар: Астыңғы және үстіңгі құрал қажет
3. Фланецтің ұзындығы фланец өлшемін шектей отырып, бүкіл иілу операциясы кезінде штамп бойымен созылуы керек
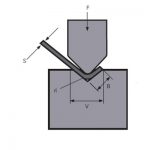
4. Кері серіппе: иілудің соңында серпімді деформацияның қалпына келуіне байланысты серіппе пайда болады, 1-суретте көрсетілгендей. Қайта серіппе құбылысы дайындаманың өлшемдік дәлдігіне тікелей әсер етеді және оны бақылау қажет. Осыған байланысты қабылданған процесс шаралары: ① Бұрыштық компенсация әдісі. Егер дайындаманың иілу бұрышы 90 ° болса, слоттың астындағы иілу машинасы (V-тәрізді) ашылу бұрышы 78 ° таңдалуы мүмкін.

1-сурет
Қысым беру уақыты түзету әдісімен артады. Талшықтардың кері серпілу тенденциясы болуы үшін төменгі ойықтың филесындағы пластикалық деформацияның дәрежесін арттыру үшін иілу машинасының үстіңгі қалыптың, дайындаманың және төменгі ойықтың жанасу уақытын ұзарту үшін иілудің соңында қысымды түзетуді орындаңыз. шиеленіс және қысу аймағында бір-біріне қарама-қарсы, осылайша қайтарылатын бомбаны азайтады.
қосымша тауарлар
 CNC пресс-тежегіш иілу машинасының жұмыс принципі мен құрамы
CNC пресс-тежегіш иілу машинасының жұмыс принципі мен құрамы- Орташа және қалың иілу тақталарының WILA тиімді шешімі
- Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
- Қытайдағы ең жақсы 10 Power Press өндірушілері
- Сәйкес CNC гидравликалық тежегіш машинасын қалай таңдауға болады
- CNC қаңылтыр майыстырушы E21 жүйесін білу үшін 4 қадам
- Пресс-тежегіш тәжі деген не
- Гильотинді қырқу машинасын қалай басқаруға болады
- Гидравликалық қуатты прес машинасына техникалық қызмет көрсету
- Гидравликалық қуатты прес машинасының қауіпсіз жұмыс істеу ережелері