Орташа және қалың плиталар бульдозерлер, экскаваторлар, жүк тиегіштер, теміржол жолаушылар вагондары және басқа құрылыс машиналары мен локомотивтер сияқты кернеу бөліктері ретінде әртүрлі салаларда кеңінен қолданылады. Орташа және ауыр пластиналар әдетте қалыңдығы 4,5 пен 25 мм аралығындағы металл пластиналарға жатады. Орташа және ауыр пластиналардың қалыптау әдістеріне негізінен мыналар жатады: пресс-тежегішті иілу қалыптау, илемдеу машинасын қалыптау және пресс-толлингті қалыптау. Иілу (бүктеу) - орташа және қалың пластиналар үшін кеңінен қолданылатын және мол өнім желісін қалыптастыру әдісі.
Пластинаны майыстырудың қиындықтары ұзын дайындамалар, жоғары қысым, қиын қалыптау, төмен тиімділік және дәлдікті бақылау қиын. Иілудің соңғы нәтижесі материал параметрлерінің, технологиялық процестердің және қалып параметрлерінің жан-жақты көрінісі болып табылады. Бұл параметрлердің ақылға қонымды дизайны орташа және қалың пластиналардың иілу өнімділігін жақсартудың кілті болып табылады.

Пресс тежегішінің тоннажы (пресс-тежегішті майыстыру машинасы)
Орташа және қалың пластинаны иілу алдында тұрған бірінші мәселе - пресс-тежегіш иілу машинасының тоннаж таңдауы және арматура мен қалыптың көтергіштігі талаптарға сай ма.
F күші жоғарғы және төменгі қалыптардың арасындағы өзара қозғалысты жүргізу үшін тежегішті иілу машинасы арқылы қолданылады, осылайша пластинаны иеді. 90° көміртекті болат табақтарды майыстыру үшін WILA 1-кестеде көрсетілгендей пластинаның кернеу жүктемесінің эмпирикалық мәнін береді. Көміртекті болаттың қалыңдығы 20 мм болғанда, V=160 мм болатын төменгі штампты таңдауға болады. Бұл кезде иілу машинасының күш жүктемесі 150т/м.
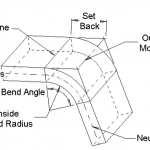
F=ұзындық бірлігіне келетін күш (т/м);
S= материалдың қалыңдығы (мм);
ri= ішкі бұрыштың иілу радиусы (мм);
V= төменгі қалып саңылауының өлшемі (мм);
B= фланецтің ең қысқа шеті (мм) );
алюминий: F×50%;
алюминий қорытпасы: F×100%;
баспайтын болат: F × 150%;
штамптау және майыстыру: F×(3~5)

Ауыр гидравликалық қысқыш
WILA ауыр жүкті жоғарғы гидравликалық қысқыштардың жүк көтеру әдістеріне үстіңгі жүктеме және иық жүктемесі кіреді, ал максималды жүктеме сәйкесінше 250т/м және 800т/м құрайды. Арматураның күш түсіретін беті CNC терең сөндіргіш қатайту технологиясын қабылдайды. Роквеллдің қаттылығы 56 ~ 60HRC, ал шыңдау тереңдігі 4 мм-ге дейін, оның қаттылығы жоғары және тозуға төзімділігі жоғары. Гидравликалық қысқыш гидравликалық жылдам қысуды пайдаланады, ал гидравликалық шлангтың кеңеюі қысқыш түйреуіштің қозғалысын басқарады, осылайша қалып автоматты түрде отырады және иілу сызығы автоматты түрде орталанады. Жалпы ұзындығы 6 метр болатын иілу қалыптары үшін гидравликалық қысқыштың толық қысылуына небәрі 5 секунд кетеді, ал кешенді пайдалану тиімділігі қарапайым қолмен қысу жүйесімен салыстырғанда 3~6 есе жоғары.

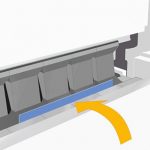
Ауыр техниканың өтемақы жұмыс үстелі
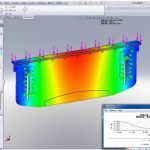
Орташа және қалың табақтарды майыстыру үшін WILA-ның ауыр механикалық компенсация үстелінің жаңа деңгейлі нұсқасы жүктеме талаптарын оңай қанағаттандырып қана қоймай, сонымен қатар иілу машинасының ауытқуы мен деформациясын өтей алады. Механикалық компенсация жұмыс үстелі гидравликалық қысқышты қолданады, бетінің дәлдігі ± 0,01 мм жетуі мүмкін, жартастың қаттылығы 56 ~ 60HRC, ал қатаю тереңдігі 4 мм-ге дейін. Механикалық компенсация жұмыс үстелі WILA әмбебап UPB орнату интерфейсін қабылдайды, оны орнату оңай және дәлдігі жоғары. Сондай-ақ оның жеке Tx және Ty бағыттарын реттеулері бар, олар жұмыс үстелі мен артқы өлшеуіштің алдыңғы және артқы бағытта параллель болуын қамтамасыз ете алады және жергілікті бұрыштық ауытқуды түзетуді орындай алады.

Қатты иілу қалып/құрал
Пластинаның қалыңдығына байланысты орташа және қалың пластиналарды майыстыру үшін әдетте үлкенірек саңылау өлшемі бар төменгі қалып (V24~V300) және үлкенірек көтергіштігі бар қалып таңдалады. Қалыптың жалпы өлшемдері әдетте үлкен, ал қалыптың салмағы оператордың қалыпты өңдеу қабілетінен асып кетті. Роликті мойынтіректердің көмегімен WILA патенттелген технологиясы E2M (Оңай жылжыту) операторларға қалыптарды ауыстыру және машинаны реттеу уақытын айтарлықтай үнемдей отырып, ауыр иілу қалыптарын ыңғайлы, қауіпсіз және жылдам жылжытуға мүмкіндік береді.
Тікелей пышақтар, қаз мойын скимитерлері, филе қалыптары және мульти-V қалыптары сияқты тұтынушылардың қажеттіліктерін қанағаттандыратын әртүрлі пышақ пішіндері мен төменгі қалып саңылаулары бар иілу қалыптарын қамтамасыз етуге болады. Негізгі бөлшектерді дәл тегістеу арқылы қалыптың өлшемдік дәлдігі ±0,01 мм-ге дейін жетеді. CNC терең сөндіру және қатайту технологиясын өңдеу арқылы қалып қаттылығы 56 ~ 60HRC жетуі мүмкін, ал шыңдалған қабаттың тереңдігі 4 мм жетуі мүмкін.

Қалыңдығы әртүрлі пластиналардың орташа және қалың пластиналарын майыстыру үшін WILA сонымен қатар екі нысанда қол жетімді Multi-V қалыптарын ұсынады: 6-суретте көрсетілгендей автоматты реттелетін V порты және қолмен реттелетін V порты. Сандық басқару қозғалтқышы арқылы немесе реттеу блогы, төменгі қалыптың V ашылу өлшемі пластинаның сипаттамаларына сәйкес ерікті түрде реттелуі мүмкін, бұл әсіресе жоғары көтерілу және жоғары беріктігі бар орташа және қалың пластиналарды бүгу үшін қолайлы. Сонымен қатар, Multi-V қалыпында төмен үйкеліс коэффициенті бар шыңдалған роликтер бар, олар иілу бөліктерінің сыртқы қыртыстарын айтарлықтай азайтады және сонымен бірге ол иілуді 10% ~ 30% -ға азайтады. дәстүрлі төменгі қалып.

қосымша тауарлар
 Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады- CNC иілу машинасының дағдыларын қолданыңыз
- CNC пресс-тежегіш иілу машинасының жұмыс принципі мен құрамы
- Пресс-тежегіш иілу машинасының қолайлы қалыбын қалай таңдауға болады
- Кәдімгі иілу реті және иілу машинасының қалыпты пайдалануының күнделікті сипаттамасы
- Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
- Пресс тежегішінің иілу мүмкіндігін қалай есептеу керек
- Қытай Пресс-тежегіш иілу машинасының қалып
- Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?
- Пресс тежегіш машинаның артықшылықтары мен кемшіліктері