Қырқу машиналары қаңылтыр өңдеу өнеркәсібінде жиі қолданылады. Қарапайым болып көрінетін қырқу әрекеті шын мәнінде пышақ саңылауын реттеу қадамдарынан әртүрлі материалдар үшін реттеу әдістеріне, тіпті пышақтарды таңдауға дейін көптеген амалдарды қамтиды. Кесу сапасына қатысты төменде көптеген аспектілер бойынша қырқу пышақтарының аралығын реттеудің тиісті мазмұнын егжей-тегжейлі таныстырады.
Пышақ саңылауын реттейтін қол дөңгелегі: (гидравликалық бұрылыс арқалықтарды кесу машинасы)

Пышақтың жиегін электрмен реттеу (гидравликалық гильотинді кесу машинасы)

Әртүрлі қайшылардың қалақтарды тазарту
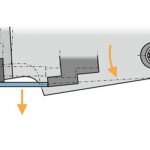
Айналмалы арқалықты кесу машинасы пышақ саңылауын жылдам реттеу механизмімен жабдықталған, ол әртүрлі пластинаның қалыңдығы мен материалдарына сәйкес кесуге жақсы болатын пышақ саңылауын реттей алады және анықтамалық таңдау үшін дәл параметрлер кестесімен жабдықталған және қанағаттанарлық кесу алады. пышақтың ақылға қонымды аралығы арқылы сапа. Құрал бағанасы айналғанда, бұралмалы арқалық қайшылардың кесу бұрышы мен кесу аралығы өзгереді.
Үш нүктелі роликтер бағыттағышын қабылдаңыз, алдыңғы роликке папильонды серіппенің күші арқылы кесу арқалығы екі артқы роликпен тығыз байланыста болады. Кесу кезінде жүйе жақсырақ кесу сапасын алу үшін әртүрлі парақтардың қажеттіліктеріне сәйкес пышақ жиегі аралығын электрлік түрде реттейді.

Пышақ аралығын реттеудегі айырмашылық
Бұрылмалы арқалықты кесу машинасының пышақ аралығын қолмен реттеу функциясы бар, тек тұтқаны бұраңыз. Гильотинді қайшылар пышақ аралығын электрлік реттеу функциясына ие, оны жүйе арқылы ыңғайлырақ және дәлірек реттеуге болады, бұл жақсырақ кесу сапасын алу үшін пайдалы.

| Пышақ аралығын реттеу қадамдары |
| 1. Төменгі пышақты алып тастап, бөлік-бөлшекпен тазалаңыз |
| 2. Пышақты төрт жағынан да қолдануға болады, ал таңдалған бір жағы мықтап орнатылған. Және көлденең және тік бағытта пышақтың түзулігін тексеріңіз. |
| 3. Үстіңгі қалақ бекітілген және оны реттеу мүмкін емес. Төменгі пышақты реттеу арқылы кесу пышақтарының аралығын реттейміз. |
| 4. Төменгі пышақтың оң және сол жақ бұрандаларын, әдетте ең шеткі жағындағы саңылауларды ұлғайту үшін табыңыз. |
| 5. Төменгі пышақтың сол және оң жағындағы екі бұранданы табыңыз, олар саңылауды тарылту үшін төменгі жүзді итереді. Оларда құлыпталған резервтік гайкалар бар. Жалпы, ішкі жағынан. |
| 6. Төменгі пышақ үстелінің сол және оң төрт болттарын босатыңыз |
| 7. Үстіңгі қалақ қолмен бұру арқылы тиісті күйге түсіріледі, ал оператор реттеуді бастау үшін қырқу машинасының бос аймағына барады. |
| 8. Сол қолдың үстіңгі және астыңғы қалақтарының бос бөлігінен шамамен 0,5 мм-ге дейін реттеу үшін өлшеуішті пайдаланыңыз. |
| 9. Қолмен бұру пышақты ортаңғы күйге дейін жылжытады және шамамен 0,5 мм-ге дейін реттейді. |
| 10. Қолмен бұру пышақты жоғарғы және төменгі пышақтар ажыратылмайтын дұрыс орынға жылжытады. Ортаңғы позиция шамамен 0,5 мм-ге дейін реттеледі. |
| 11. Үстіңгі жүзді қолмен дұрыс күйге бұрап, дәл реттеуді бастаңыз. |
| 12. Сол қолдың үстіңгі және астыңғы қалақтары тістеп қалмайтын жерді дәл баптау үшін өлшеуіш өлшегіштің үш сымы бес сымға кіре алмағанша реттеңіз. |
| 13. Пышақты қолмен ортаңғы күйге дейін бұраңыз және өлшеуіш үш сымға және бес сым кіре алмағанша дәл реттеуді бастаңыз. |
| 14. Пышақты оң жақта жоғарғы және төменгі пышақтар ажыратылмайтын күйге дейін қолмен бұраңыз да, өлшеуіш үш сымға және бес сым кіре алмағанша дәл реттеуді бастаңыз. |
| 15. Қырқу машинасының кесу жиегі өткір болған кезде, кесілген қаңылтырдың шетінде саңылаулар болса, үстіңгі және төменгі қалақтардың арасындағы саңылауларды тиісті түрде азайтуға болады. |
Жалпы мәселелер және пышақты реттеу дағдылары
Ең жиі кездесетін металл тақталар:
1. 13 мм-ден асатын қалың тақталар.
2. 0,2~4мм жұқа табақша.
3. Гүл тақтасы.
4. Жоғары кернеулі пластина (әдетте автомобиль қаңылтырында қолданылады).
5. Титан пластина
Пышақтардың ең көп тараған ақауы - сыну немесе құралдың ойығы. Осы мәселелерге жауап ретінде біз алдымен жоғарғы және төменгі қалақтардың арасындағы алшақтықты анықтауымыз керек.
Пышақтарды реттеу дағдылары
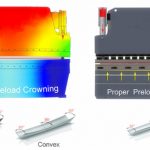
Пышақты реттеген кезде, бос орынды пластинаның қалыңдығынан шамамен 2~3 мм қалыңырақ орнату керек. Яғни, қалыңдығы 5 мм пластинаны кескіңіз келгенде, реттеуді 7 мм немесе 8 мм-ден бастау керек, кесіп алған кезде оны баяу реттеу керек. Ең жақсы кесу әсеріне қол жеткізетін 3 күңгірт беті. Мәліметтер келесідей:


Үлгі тақтасын кесу кезінде саңылауды орнату қиын және оны тақтаның қалыңдығын тікелей пайдаланудың орнына, өрнек тақтасының ең дөңес нүктесінен есептелген ең қалың қалыңдығынан реттеу керек. Сондай-ақ, өрнектің дөңес жағын төмен қаратып кесу құралдың қызмет ету мерзімін ұзартуы мүмкін.
Сонымен қатар, пластинаның материалы, әсіресе тот баспайтын болатты кесу кезінде ескерілуі керек. Кесетін құрал өткір, тозуға төзімді және қатты болуы керек. Сондықтан гидравликалық қырқу машинасының жүзін талқылау керек. Пышақ жиегінің бұрышы және басқа сыртқы түрі дизайны мен өндіріс дәлдігінен басқа, таңдалған материал құралдың сапасына әсер ететін негізгі фактор болып табылады.
қосымша тауарлар
 Гильотинді қырқу машинасы мен бұрылыс арқалық қырқу машинасының арасындағы айырмашылық
Гильотинді қырқу машинасы мен бұрылыс арқалық қырқу машинасының арасындағы айырмашылық- CNC қаңылтыр тежегішін пайдалану және техникалық қызмет көрсету
- Гильотинді қырқу машинасын қалай басқаруға болады
- Біріктірілген тесу және қырқу машинасын енгізу
- QC12 гильотинді қайшы гидравликалық металды кесетін станок
- Гидравликалық қырқу машинасының жиі кездесетін ақауларын жөндеу және май тізбегінің жүйесіне техникалық қызмет көрсету
- Төрт бағаналы гидравликалық престің жалпы ақаулары және ақаулықтарды жою әдісі
- Гидравликалық гильотинді металл қаңылтыр табақ Тот баспайтын болаттан кесетін машина
- CNC қаңылтыр майыстырушы үшін ауытқудың орнын толтыруды қалай жасауға болады
- QC11Y гидравликалық гильотинді қырқу машинасы