Сырғытпаның деформациясынан туындаған жағымсыз әсерлерді жою үшін сырғытпаның ауытқу деформациясының орнын толтыру қажет. Төмендегідей өтемақы әдістері:
1. Гидравликалық компенсация
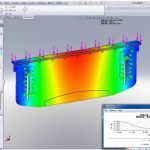
Жұмыс үстелінің гидравликалық ауытқуын автоматты түрде өтеу механизмі төменгі жұмыс үстелінде орнатылған май цилиндрлер тобынан тұрады. Әрбір өтемақы цилиндрінің орны мен өлшемі сырғытпаның ауытқу орнын толтыру қисығына және жұмыс үстелінің соңғы элементтерін талдауға сәйкес жобаланған.
Бейтарап нұсқаның гидравликалық компенсациялық дөңес өтемі алдыңғы, ортаңғы және артқы үш тік пластиналар арасындағы салыстырмалы орын ауыстыру арқылы жүзеге асырылады. Принципі болат пластинаның серпімді деформациясы арқылы дөңестікті жүзеге асыру болып табылады, сондықтан өтемақы жұмыс үстелін реттеудің серпімді диапазонында жүзеге асырылуы мүмкін.

2. Механикалық компенсация кестесінің әдісі
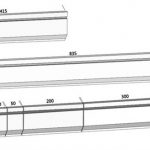
Шығыңқы сыналар көлбеу беттері бар шығыңқы қиғаш сыналар жиынтығынан тұрады. Әрбір шығыңқы сыналар соңғы элементтерді талдау арқылы сырғымалы блоктың және жұмыс үстелінің ауытқу қисығына сәйкес жобаланады.
Сандық басқару жүйесі дайындама майыстырылған кездегі жүктеме күшіне сәйкес қажетті өтемақы мөлшерін есептейді (бұл күш сырғытпаның және жұмыс үстелінің тік пластинасының ауытқуы мен деформациясын тудырады) және дөңес сынаның салыстырмалы қозғалысын автоматты түрде басқарады. Осылайша, ол сырғанау блогы мен жұмыс үстелінің тік пластинасынан туындаған ауытқу деформациясын тиімді өтей алады және идеалды иілу дайындамасын ала алады.
Механикалық ауытқудың орнын толтыру «алдын-ала шығыңқы» позициясын басқару арқылы жүзеге асырылады, ал жұмыс үстелінің ұзындық бағытында сыналар жиынтығы қалыптасады. Бірдей нақты ауытқуы бар қисық иілу кезінде жоғарғы және төменгі қалыптардың арасындағы саңылауларды біркелкі етіп, ұзындық бағытында иілу дайындамасының бірдей бұрышын қамтамасыз етеді.

Механикалық компенсацияның артықшылықтары
1) Механикалық компенсация жұмыс үстелінің толық ұзындығы бойынша дәл ауытқу орнын толтыра алады. Механикалық ауытқудың орнын толтыру ұзақ тұрақты тұрақтылыққа ие, гидравликалық компенсацияның қызмет көрсету жиілігін азайтады (мысалы, майдың ағуы) және станоктың қызмет ету мерзімі ішінде техникалық қызмет көрсетілмейді.
2) Механикалық ауытқудың орнын толтыру компенсация нүктелері көбірек болғандықтан, CNC қаңылтыр тежегіші жұмыс кезінде дайындаманы майыстырған кезде сызықтық компенсацияға қол жеткізе алады және дайындаманың иілу әсерін жақсарта алады.
3) Механикалық компенсация кері сигналдың орнын өлшеу үшін потенциометрді пайдаланады. Сандық басқару осі ретінде ол сандық басқаруды жүзеге асырады және өтемақы мәнін дәлірек етеді.
қосымша тауарлар
 Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?- Тот баспайтын болаттан жасалған гидравликалық тежегіш
- Пресс-тежегіш иілу машиналарының жалпы механикалық ақаулары және техникалық қызмет көрсету
- 100т төрт бағаналы гидравликалық престің жалпы ақаулары мен ақаулықтарды жою әдістері
- Гидравликалық тандемдік тежегіш
- Электр-гидравликалық синхронды VS бұралу осі синхронды CNC иілу машинасы
- DA66T CNC гидравликалық прес тежегіш машина
- IPG Жабық типті тақтасы 4КВ талшықты лазерлік металл кесетін станок
- Қытай Пресс-тежегіш иілу машинасының қалып
- Гидравликалық тежегіштің қанша түрі бар