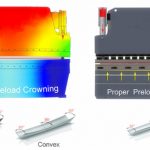
CNC иілу машинасы қаңылтыр металды өңдеудегі маңызды жабдық болып табылады және оның жұмыс дәлдігі дайындаманың иілу дәлдігіне тікелей әсер етеді. Дайындаманы майыстыру процесінде прес-тежегіш машина сырғытпаның екі ұшында ең үлкен күшке ұшырайды, ал пластинаны иілу кезіндегі реакция күші сырғытпаның төменгі бетінде ойыс деформациясын тудырады. Сырғытпаның ортаңғы бөлігінің деформациясы ең үлкен, ал дайындаманың соңғы иілу бұрышы Өлшем бүкіл ұзындықта өзгереді.
Жұмыс үстелі-толық жүктеме-деформация


Сырғытпаның деформациясынан туындаған жағымсыз әсерлерді жою үшін сырғытпаның ауытқу деформациясының орнын толтыру қажет. Кәдімгі компенсация әдістеріне гидравликалық компенсация және механикалық компенсация кіреді, олардың екеуі де жұмыс үстелінің ортасын орнын толтыру үшін жоғары серпімді деформация жасайды. Станок сырғасының деформациясы өңдеу қосылысы бетінің дәлдігін қамтамасыз етеді және дайындаманың дәлдігін жақсартады.


Қалыптың қауіпсіздік факторын талдау кестесі

Екі компенсация әдісі
1. Гидравликалық компенсация
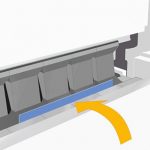
Жұмыс үстелінің гидравликалық ауытқуын автоматты түрде өтеу механизмі төменгі жұмыс үстелінде орнатылған май цилиндрлер тобынан тұрады. Әрбір өтемақы цилиндрінің орны мен өлшемі сырғытпаның ауытқу орнын толтыру қисығына және жұмыс үстелінің соңғы элементтерін талдауға сәйкес жобаланған. Гидравликалық компенсация - алдыңғы, ортаңғы және артқы үш тік пластиналар арасындағы салыстырмалы орын ауыстыру арқылы жүзеге асырылатын бейтарап нұсқаның дөңес өтемі. Принципі болат пластинаның серпімді деформациясы арқылы дөңестікті жүзеге асыру болып табылады, сондықтан өтемақы мөлшерін жұмыс үстелінің серпімді диапазонында реттеуге болады.

2. Механикалық компенсация
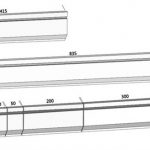
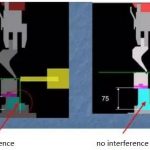
Механикалық компенсация көлбеу беттері бар шығыңқы қиғаш сыналар жиынтығынан тұрады және әрбір шығыңқы сына сырғытпаның ауытқу қисығына және соңғы элементтерді талдау негізінде жұмыс үстеліне сәйкес жобаланады. Сандық басқару жүйесі дайындама майыстырылған кезде жүктеме күшіне сәйкес қажетті өтемақы мөлшерін есептейді (бұл күш жүгірткі мен жұмыс үстелінің тік пластинасының ауытқуы мен деформациясын тудырады) және автоматты түрде дөңес сыналардың салыстырмалы қозғалысын тиімді басқарады сырғанау блогы тудыратын ауытқу деформациясын өтейді және жұмыс үстелінің тік пластинасы тамаша иілу дайындамасын ала алады. Механикалық ауытқудың орнын толтыру «алдын ала соққыға» жету үшін позицияны басқару арқылы жүзеге асырылады. Сыналар жинағы жұмыс үстелінің ұзындық бағытында сызық құрайды. Бірдей иілісі бар қисық иілу кезінде үстіңгі және төменгі қалыптардың арасындағы саңылауларды біркелкі етіп, ұзындық бағытында иілу дайындамасының бірдей бұрышын қамтамасыз етеді.


қосымша тауарлар
 Пресс-тежегіш иілу машиналарының жалпы механикалық ақаулары және техникалық қызмет көрсету
Пресс-тежегіш иілу машиналарының жалпы механикалық ақаулары және техникалық қызмет көрсету- Қытай Пресс-тежегіш иілу машинасының қалып
- CNC қаңылтыр майыстырушы E21 жүйесін білу үшін 4 қадам
- Пресс-тежегіш тәжі деген не
- Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
- Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?
- CNC қаңылтыр майыстырушы үшін ауытқудың орнын толтыруды қалай жасауға болады
- CNC иілу машинасының дағдыларын қолданыңыз
- Гидравликалық тежегіштің қанша түрі бар
- Сәйкес CNC гидравликалық тежегіш машинасын қалай таңдауға болады