Пресс-тежегішті майыстыру машинасы негізінен пластинаны түзу сызықты иуді орындайды. Қарапайым қалыптарды және технологиялық жабдықты қолдану арқылы металл қаңылтырды белгілі бір геометриялық пішінге престеуге болады, сонымен қатар оны созу, тесу, тесу және гофрды престеу арқылы өңдеуге болады. Нақты өндірісте CNC тежегіш машинасы негізінен металл қораптардың, қораптардың қабықшаларының, U-тәрізді арқалықтардың және тіктөртбұрыштардың әртүрлі геометриялық пішіндерін иілуді жүзеге асыру үшін қолданылады. Оны өңдеудің артықшылығы жоғары иілу түзулігі, тіс ізі, пилинг, әжім және т.б.
CNC иілу станоктарын жасау технологиясының үздіксіз дамуымен оның жоғары орналасу дәлдігі, ыңғайлылық, нөлдік белсенділіктің бұзылуын өтеу және өңделген өнімдердің жақсы консистенциясы сияқты артықшылықтары қаңылтыр өндіруші компаниялардың көпшілігіне көбірек ұнады. Дегенмен, шектеулі тілектермен, иілу машинасын қалай жақсырақ пайдалану және оның функциялары мен артықшылықтарына толық мүмкіндік беру CNC пресс-тежегіш иілу машинасын пайдаланатын өндірушілер назар аударатын және шұғыл шешуді қажет ететін мәселе болды. Ұзақ мерзімді өндіру және пайдалану процесінде Zhongrui иілу машинасының функцияларын тиімді кеңейтті және қосалқы құрал-саймандарды қосу, қолданыстағы қалыптарды өзгерту және сайтты икемді пайдалану арқылы жинақталған тәжірибе болды. Бұл мақала мысал ретінде Zhongrui компаниясының CNC прес тежегіш машинасы DA66T алып, пайдалану дағдыларын егжей-тегжейлі таныстырады.
Көмекші құралдарды қосыңыз
Пресс тежегіш станок құралын икемді және қолдануға оңай еткіңіз келсе, қосалқы құралды қосу өте маңызды. Көмекші құрал-саймандарды ұлғайту CNC иілу станоктарының өңдеу ауқымын кеңейтіп қана қоймайды, сонымен қатар өңдеу тиімділігін арттырады.
1) Өтпелі пластина (жылдам қалыптау үшін көмекші ортаңғы тақта)
Иілу машинасының ашылу биіктігі жоғарғы және төменгі жұмыс үстелдерінің арасындағы қашықтықты білдіреді. CNC иілу машинасының DA66T ашу биіктігі үлкенірек болғандықтан, өңдеу ауқымын кеңейту үшін үлкен саңылауды пайдалануды қарастырыңыз. 1-суретте көрсетілгендей, бастапқы өтпелі тақтаға басқа өтпелі пластинаны қосу бөлшектің бүйірлік иілу биіктігін (85 мм-ге дейін) арттыруы мүмкін, осылайша жоғары бүйірлік иілу жиектерімен терең өңдеуді жүзеге асыруға болады. Өздігінен жасалған өтпелі тақта өтпелі тақтаның енін өзіңіздің жалпы бөліктеріңізге сәйкес реттей алады және ол екі жағында жоғары иілу жиектері бар кішігірім ені бөліктерін өңдеу үшін ең қолайлы.

2) Алдыңғы панельдің бұрышы
2-суретте көрсетілгендей, машинаның алдыңғы жағында кішкене бөлшектерді орналастыруға және бөлшектерді алу уақытын қысқартуға болатын бұрыш орнатылған. Бұл ретте ұсақ дайындамаларды өңдеу мен жинауды жеңілдету үшін шағын жұмыс үстелі орнатылған.

Пішінді толық пайдаланыңыз
CNC пресс-тежегіш иілу машинасын пайдалану негізінен жоғарғы және төменгі қалыптарға негізделген. Қалыптардың саны аз болса және қолдану икемді болмаса, станоктың өңдеу диапазоны айтарлықтай шектеледі. Сондықтан, бекітілген шарттарда, оңтайландырылған комбинация және ішінара түрлендіру арқылы бар қалыптың функциясын барынша арттыру жолы - әрбір станок пайдаланушысы ойлануға тиіс мәселе. Төменде CNC иілу машинасының пішінін өзгерту арқылы қолданатын кеңейту функциясы берілген.
1) Жоғарғы пішінді тегістеу ұшы R
Жоғарғы матрицаны ұзақ уақыт пайдаланған кезде оның ұшының тозуы тұрақты емес өзгереді. Қалыптың биіктігі өзгереді және иілу дәлдігіне кепілдік берілмейді. Ұнтақтау, R ұшын түзету және үлкенірек V-тәрізді ойықпен сәйкестендіру арқылы қалың пластиналарды бүктеуге болады. Бұл қалыптың қызмет ету мерзімін ұзартады.
2) Нивелирлеуге қол жеткізу үшін қалдық қалыптарды ауыстырыңыз
Құрама иілу штамптары болмаған жағдайда, өлі жиекті қалай басу керектігі туралы қалыптау мәселесін шешу мысал болып табылады. Өлі жиек - екі қабат бір-бірімен қабаттасатын иілген пішін және әдетте арматура үшін қолданылады. Әдетте, 2 мм-ден асатын тақтайшаның өлі шеттері дерлік жоқ. Пресстің өлі жиегін құрама иілу қалыппен қалыптастыру керек және оны қалыптастыру үшін екіден көп процестерге бөлу керек.
Жиі қолданылатын әдіс 3-суретте көрсетілгендей құрама иілу штампын пайдалану болып табылады. Бірінші қадамда материал 30°-қа дейін бүктеледі, ал екінші қадамда 30° иілу бұрышы алдыңғы шетіне орналастырылады. құрама қалып, материал өлі жиекке бүктеледі. Бірақ бізде композициялық иілу матрицасы жоқ, тек 30° сүйір бұрышты иілу матрицасы ғана. Құрама иілу қалыптарының бірінші қадамын бар қалыппен аяқтаңыз, ал екінші қадам тек басқа әдісті таба алады. Екінші қадамда жоғарғы және төменгі қалыптардың екеуі де тегіс болады. Талдау жүргізілгеннен кейін, қолданыстағы қос V-ойық төменгі қалыптың ортаңғы бөлігін жазық бөлік ретінде пайдалануға болады, ал жоғарғы қалып жазықтықты іздейді. Қолданыстағы сынған үстіңгі қалыпты алыңыз және пышақтың шетін тегіс стильде ұнтақтаңыз, осылайша престің өлі жиегін қалыптастыру мәселесін шешіңіз.

Модификацияланған қалыптардың осы жинағын пайдалану арқылы да тегістеуге болады. Нақты өңдеу кезінде станок операторлары кейде қателіктер жібереді, соның ішінде иілу жиектері немесе иілу өлшемдері тең емес. Бөлшектің бетіне қойылатын талаптар жоғары болмаған жағдайда, бөлікті қырып тастау өкінішті, тек иілу жиегін тегіс соғу. Нокаут өте еңбекті қажет етеді, бірақ оны жоғарыдағы қалып комбинациясын қолдану арқылы оңай теңестіруге болады. Бөлшектерді қолмен жоғарғы және төменгі қалыптарға оңай басуға болады, содан кейін бөлшектер CNC иілу машинасымен тегістеледі.
Жұмыс кезіндегі дағдылар
1) Иілгіш қалыптарды және өңдеу материалдарын орналастыру
Жоспар құру кезінде келесі факторларды ескеру қажет:
а. Бірдей қалыңдықтағы материалдарды бірге орналастырыңыз;
б. Бір үлгідегі қалыптарды бірге орналастырыңыз;
в. Ұқсас пішінді қалыптар бірге орналасады.
Бұл пішінді ауыстыру уақыты мен жиілігін қысқартуы мүмкін.
2) Тар және шағын бөліктерді тік бұрышпен орналастыру
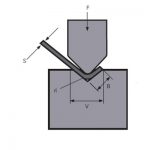
Иілу бөлігі тар және ұзын болған кезде оның орнын табу оңай емес. Өңдеу кезінде көбінесе шешім қабылдағаннан кейін орналасу орын алады, ал майысқан бөлік оңай қисайтылады. Сондықтан 4-суретте қолданылған әдісті қолдана отырып, қалыпты бұрыштың дұрыс болуын қамтамасыз ету үшін төменгі қалыпқа жабыстырылады. Осылай иілу кезінде бөлікті еңкейту оңай емес.

3) Үшбұрышты бөлшектердің майысу
Иілу бөліктері бүгілген кезде, өткір бұрышты бөліктер артқы ережеге жақын болу оңай емес. Әдетте, ең кіші өлшем L ≤10 мм болғанда бірден артқы ережені белгілеу құрылғысын қарастыру керек. Нақты жұмыста дизайн мен процесті елеусіз қалдыру оңай және мұндай проблемалар жиі кездеседі. Өңдеу кезінде бөлшектің өлшеміне сәйкес, бір кесек иілу штампымен және қос кесінді тірекпен теңестірілетіні анықталады.
4) R жұқа табақшасын қосыңыз
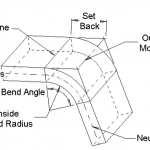
Тұтынушылардың әртүрлі қажеттіліктеріне байланысты иілу жиегіндегі қажетті R мәні де әртүрлі. Өңдеу процесінде жоғары өлшемдік дәлдікті қажет етпейтін бөлшектер үшін иілуден кейін қажетті R мәнін алу үшін R мәнін арттыру үшін тірек тақтасын пайдаланыңыз. Дизайн талаптарына сәйкес, R пластина қалыңдығын таңдау және оны 5-суретте көрсетілген пішінге бүктеу үшін V және ішкі R арасындағы қатынасты білдіреді. Қолдану кезінде үстіңгі қалыпты қысу үшін қысқышты пайдаланыңыз. Бұл әдісті қолдану оңай және оны бірнеше қабатта қолдануға болады.

5) Бір бөлікті және бірнеше қалып параметрлерін
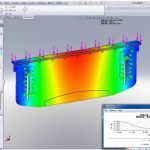
Zhongrui демонстрация ретінде 2 гидравликалық цилиндрі бар DA66T CNC иілу машинасын пайдаланды. 6-суретте көрсетілген көп пішінді орнатуды қолданып көрдім, яғни бір үлгідегі жоғарғы және төменгі қалыптарды бір уақытта бөліктерге орнатады, бұл бүкіл бөліктің бірнеше иілімдерін өңдеуді аяқтай алады, қалып орнату уақытын қысқартады. және бөлшектерді қайталап өңдеу. Қазіргі уақытта нарықта бірдей биіктіктегі иілу үстіңгі қалып пайда болды. Үстіңгі қалыптың биіктігі біркелкі және әртүрлі пішіндегі қалыптарды бір үстелде де қолдануға болады. Осылайша әртүрлі қалыптарды сегменттік иілуді орындауға болады.

6) Типтік бөліктердің бағдарламалық жазбалары
Типтік бөліктер өңделгеннен кейін өңдеу параметрлері уақытында жазылуы керек және бағдарлама иілу машинасының сақтау аймағында бөліктің сызба нөмірімен сақталуы керек, осылайша оны болашақта қайта пайдалануға болады, бұл серияларды айтарлықтай азайтады. иілу алдындағы дайындықтар. Сондай-ақ бөлік атауының, сызба нөмірінің, графиканың, материалдың және иілу параметрлерінің нақты параметрлерін қамтитын кестені жасауға болады. Үстел болат табақтарға, алюминий табақтарға және тот баспайтын болаттан жасалған табақтарға бөлінеді. Әрбір түрі материалдың қалыңдығымен ерекшеленеді. Әдеттегі бөліктерді табуға кететін уақыт қысқарады. Егер процесс картасымен біріктірілсе, бұл өте толық өңдеу нұсқаулығы. Тіпті тәжірибесі аз жаңа қызметкерлер де бөлшектерді өңдеу нұсқауларын орындай алады.
7) Қалыптың ұзындығы кесінділерде бүгу үшін жеткіліксіз
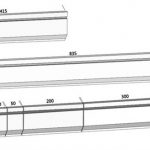
Жұмыс орнында өңдеу кезінде қалыптың ұзындығы иілу жиегінен кішірек болады. Көптеген арнайы қалыптар бекітілген бұйымдарды пайдалануына қарай анықталатындықтан, қалыптың ұзындығы иілу жиегінен аз болғанда сегменттелген иілу әдісі қолданылады. Қалыптың ұзындығы иілу жиегіне жақын болған жерде, иілу жиегіне перпендикуляр жиекті жыртыңыз, содан кейін иілу жиегін бөліктерге қажетті өлшемге дейін бүктеңіз. 7а-сурет - майысқан бөліктің сол жақ жартысы, ал 7б-сурет - иілген бөліктің оң жартысы.

8) Артқы өлшегіштегі шпильканы орнына келтіру
Майыстырылған бөліктің өлшемі үлкен болған кезде және орнына қою үшін артқы габаритті пайдаланғанда, бөлшектер өз салмағына байланысты жиі шөгеді, қолмен ұсталатын бөлік қысқа және операторға дайындаманы ұстау оңай емес. Бөлшектердің деңгейін қамтамасыз ету үшін бөлшектерді қолмен бір деңгейде ұстау үшін артқы ережеде оператор орналасуы керек. Сондықтан мұндай бөлшектерді өңдеу кезінде 2 операторды орналастыру керек. Жұмыста артқы калибрді белгілі бір өлшемге дейін түсіруге болатыны, ал артқы калибрдегі шпилькалардың орналасу үшін қолданылатыны, ал бөлшектердің артқы калибрге көлденең орналастырылатыны анықталды. Бұл операторлардың санын азайтып қана қоймай, өңдеу дәлдігіне тиімді кепілдік береді.
9) Терең жабық пішінді иілу
Нақты өңдеуде терең жабық пішінді иілу өңдеуді икемді түрде қолдануға болады. Жабық типті терең иілу матрицасы болмаған жағдайда бөлшектерді 7-суретте көрсетілгендей майыстыру кезінде 8-суретте көрсетілген қысқыш күй қабылданады. Өтпелі тақтаны бөліңіз, қашықтық бөліктің енінен сәл үлкенірек, ал өлшемі ақылға қонымды түрде бөлінген және бір уақытта екі бөлікті бүгуге болады.

Жоғарыда енгізілген өңдеу әдістері мен әдістері өнімдердегі көптеген ұқсас бөлшектерді өңдеу мәселелерін шеше алады және бірнеше сорттары, шағын партиялары және қысқа өндірістік циклдары бар өнімдерді әзірлеу үшін өте қолайлы. Бұл әдістер арқылы құрал-саймандарға жұмсалатын шығындарды үнемдеп қана қоймай, сонымен қатар өндіріс пен өңдеу циклін қысқартуға, өнімнің өзіндік құнын төмендетуге, өнімнің сапасын жақсартуға болады. Бұл өңдеу әдістері мен қолдану дағдыларын ұқсас құрылымдары бар CNC пресс-тежегіш иілу машиналарында да қолдануға және алға жылжытуға болады.
қосымша тауарлар
 Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады- Орташа және қалың иілу тақталарының WILA тиімді шешімі
- Пресс-тежегіш иілу машинасының қолайлы қалыбын қалай таңдауға болады
- Кәдімгі иілу реті және иілу машинасының қалыпты пайдалануының күнделікті сипаттамасы
- Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
- CNC пресс-тежегіш иілу машинасының жұмыс принципі мен құрамы
- Қытай Пресс-тежегіш иілу машинасының қалып
- Пресс тежегішінің иілу мүмкіндігін қалай есептеу керек
- Пресс-тежегіш тәжі деген не
- 2021 металл тежегіш машинаның соңғы нұсқаулығы