Ауыр жүкке, қозғалатын бөліктердің жеткіліксіз майлануына және пресс-тежегіш иілу машинасының күрделі жұмыс ортасына байланысты қозғалатын бөліктердің тозуына немесе деформациялануына әкелуі мүмкін. Бұл мақалада гидравликалық иілу машиналарының жалпы механикалық ақаулары және техникалық қызмет көрсету талданады:
Қате 1. Жүгірткі жылдамдығын өзгерту нүктесі үшін ұзақ үзіліс уақыты
1-1. Цилиндрдің жоғарғы қуысы ауаны сорып алады, ал қысым ұзақ уақыт бойы көтеріледі (өзін-өзі соратын құбыр ағып кетеді).
1-2. Құю клапанының немесе өздігінен соратын құбырдың ағынының жылдамдығы аз немесе сырғанау жылдамдығы тым жоғары, бұл иненің соруын тудырады.
1-3. Толтыру клапаны толығымен жабылмайды, ал жоғарғы қуыстағы қысым баяулайды.
1-4. Баяулататын клапан қуатталғаннан кейін толтыру клапанын жабыңыз және жоғарғы қуыс майды сора алмайды.
1-5. Пропорционалды клапанның дұрыс емес орналасуы әртүрлі саңылауларға және синхронизациядан шығуға әкеледі.
1-6. Сынақтың тоқтағанын көру үшін жылдам төмендету жылдамдығын азайтыңыз.
1-7. Жылдам төмендеу қысымының мөлшері толтыру клапанының жабылуына әсер етеді және жылдам төмендеу қысымы жойылады.
1-8. Жұмысты бастамас бұрын кешіктіру сатысында қысым параметрлерін реттеңіз.
1-9. Толтыру клапанының басқару сызығының демпферлік тесігі тым кішкентай, қысым айырмашылығын тудырады.
1-10. CNC жүйесінің параметрлері (баяулау алдындағы кідіріс).
1-11. CNC жүйесінің параметрлері (пайда параметрі баяу жылдамдықта төмендейді).
1-12. Жанармай багының май деңгейінің тым төмен екенін, құю саңылауының суға толмағанын және цилиндрдің үстіңгі қуысының жылдам бағыттау кезінде сұйықтыққа толып, жеткіліксіз толтыруды тудырғанын тексеріңіз. Жоғарыда көрсетілген себептерге байланысты құю тесігі толығымен су басуы үшін резервуардағы майды құю портынан 5 мм жоғары қосыңыз.
1-13. Толтыру клапанының толық ашылғанын тексеріңіз. Егер ол майдың ластануына байланысты болса, толтыру клапанының клапан өзегі икемді емес және кептеледі, бұл жеткіліксіз толтыруды тудырады. Құю клапанын тазалап, катушканы икемді ету үшін оны қайта орнату керек.
1-14. Жылдам алға жылдамдығының тым жылдам екенін, бұл жеткіліксіз толтыруға әкелетінін тексеріңіз. Жоғарыда аталған себептерге байланысты жылдам алға жылдамдығын жүйе параметрлерін өзгерту арқылы азайтуға болады.

Қате 2. Жүгірткі жұмыс істеп тұрғанда, төмен бағыт тік емес және қалыпты емес шу.
Бұндай ақаулар бағыттаушы рельсті ұзақ пайдаланудан, бағыттаушы рельстің қалыпты емес майлануынан және тозуға байланысты саңылаулардың жоғарылауынан болады. Бағыттауыш рельстің қысым тақтасының тозу дәрежесін тексеріп, қажетті саңылауды қанағаттандыру үшін оны қайта реттеу қажет. Тозу дәрежесіне қарай бағыттаушы рельсті престеу тақтасын ауыстыру керек пе екенін анықтаңыз. Егер штамм күшті болса, оны ауыстыру керек.
2.1. Түпнұсқа қысым тақтасы пластикпен жабыстырылады. Жабысқан пластиктің қаттылығына және бағыттаушы рельстің жабыстырылатын бетіне назар аударыңыз. Тырнағаннан кейін, жабыстыру бетінің 85% жоғары екеніне көз жеткізіңіз және майлау майы бар ыдысты ашыңыз.
2.2. Бастапқы престеу тақтасының ішінде металл тығын бар. Қалайы қола пластинаны немесе иілгіш темірді таңдау үшін байланыстырушы беті тегістеуішпен өңделеді, байланыстырушы болт байланыстырушы бетінен төменірек болады және майлау майының иректелген ойығы ашылады.
Ақау 3. Артқы өлшегіштің өлшемі екі шетінде де сәйкес емес
Екі жағындағы қате аз, 2 мм шегінде. X1/X2 механикалық беріліс құрылымында ақаулар жоқ екенін тексеріңіз. Қатені саусақты реттеу арқылы жоюға болады. Механикалық беріліс құрылымында ақау болмаса (мысалы, мойынтіректер, шарикті бұрандалар, сызықтық рельстер, трансмиссия дөңгелектері, трансмиссия белдіктері және т.б.), ақаулықты жойыңыз. Параллелизмге төзімділік шегінде қайта реттеңіз және синхронды беру құрылғысын қайта орнатыңыз.
Ақау 4. Артқы беріліс білігінің екі шетінде де қозғалмайды
Арқа білігінің беріліс қорабының істен шығуының себебі трансмиссия білігінің уақыт белдігінің доңғалағынан, кілт жолағынан бөлінгендігі немесе уақыт белдігінің сырғып кетуі болуы мүмкін. Тоқтатқыш білігінің драйвері мен сервомотор ақаулы, ал компьютердің жоғарғы басқару жүйесі ақаулы. Мұндай ақаулар ақаудың себебін тексеру және растау, істен шыққан компоненттерді жөндеу немесе ауыстыру және ақаулықты жою қажет.

Ақаулық 5. Май сорғысының шамадан тыс шуы (тым жылдам қыздыру), май сорғысының зақымдалуы
5-1. Май сорғысының сору желісі ағып кетеді немесе май багындағы сұйықтық деңгейі тым төмен, бұл май сорғысының босап кетуіне әкеледі.
5-2. Майдың температурасы тым төмен және майдың тұтқырлығы тым жоғары, нәтижесінде майды сіңіруге төзімділік жоғары.
5-3. Сору портының май сүзгісі бітеліп, май ластанған.
5-4. Сорғы кез келген соққыдан зақымдалған (сорғы орнатылған кезде жарақаттанған).
5-5. Шамадан тыс осьтік қатайту, қозғалтқыш білігі және май сорғы білігі сияқты муфтаны орнату мәселелері концентрлік емес.
5-6. Сорғы орнатылғаннан кейін ол ұзақ уақыт бойы кері жұмыс істейді немесе сынақ машинасы кезінде жанармай құйылмайды.
5-7. Шығатын жоғары қысымды май сүзгісі бітеліп қалған немесе ағын жылдамдығы стандартқа сай емес.
5-8. Май сорғы сорып алады (мұнай бар, бірақ май сорғысының сору портында ауа бар).
5-9. Егер бұл плунжерлі сорғы болса, майды қайтару портының биіктігі тым төмен орнатылған болуы мүмкін.
5-10. Егер бұл HOEBIGER май сорғысы болса, ол сөніп қалуы мүмкін.
5-11. Майдың температурасы тым жоғары, бұл тұтқырлықтың төмендеуіне әкеледі (60°C шегінде).
5-12. Гидравликалық майдың құрамында су бар, ол жоғары қысымды сүзгі элементінің бітелуіне және зақымдалуына әкелуі мүмкін.

Ақау 6. Жүгірткі қозғалысын бәсеңдетуге болмайды
6-1. Электромагниттік пропорционалды бағыттаушы клапанның электрлік сигналы бар-жоғын немесе катушканың қандай да бір әрекеті бар-жоғын немесе кептеліп қалғанын.
6-2. Жүйе қысым жасай алмайды.
6-3. Құю клапаны кептеліп қалған немесе толтыру клапанының тығыздағыш сақинасы ағып кетеді.
6-4. Баяу клапанның электр сигналы бар-жоғын немесе кептеліп қалғанын.
6-5. Артқы қысым тым жоғары немесе баяу қысым тым төмен.

Ақау 7. Сырғытпа баяу қозғалғанда, ол дірілдейді, тербеледі және шу шығарады
7-1. Цилиндрден шығарылатын қысымды майдың құрамында ауа көпіршіктері болады.
7-2. Сырғымалы рельстің үйкеліс күші тым үлкен, майлау майы бар ма.
7-3. Бағыттаушы пластинаның фитинг бетінің арасындағы саңылау үлкен немесе үстіңгі және астыңғы жағы біркелкі емес.
7-4. Тірек пен жұмыс үстелінің деңгейі дұрыс реттелмеген.
7-5. Баланс клапаны бітеліп қалды.
7-6. Жылдам босату клапанының қосылғанын және ашылғанын тексеріңіз.
7-7. Сандық басқару жүйесінің параметрі (пайдасы) немесе жұмыс беру жылдамдығы параметрі тым үлкен.
7-8. Кері қысым клапаны бос және екі жақтағы қарсылық әртүрлі.
7-9. Соленоидты пропорционалды клапанның катушкасының икемділігі және пропорционалды клапанның бейтарап күйінің сигналы дұрыс па.
7-10. Пропорционалды сервоклапанның сигналы бұзылғанына қарамастан, тексеру әдісі жоғарыдағыдай.
7-11. Поршеньдік штанга май цилиндрінің тығыздағыш сақинасымен мықтап бекітіледі және кедергі үлкен (PTFE қатты тығыздағыш сақина сынамасын өзгертіңіз).
7-12. Торлы сызғыштағы сфералық шайба орнатылмаған, жылжымалы орындық біркелкі қозғалмайды, торлы сызғыштың байланыс желісінде ақау бар.
7-13. Қысым қисығы дұрыс емес, жұмыс кезінде қысым жеткіліксіз.
7-14. Толтырғыш клапанның қысыммен тығыздағыш сақинасы аз мөлшерде ағып кетуді тудырады.

Ақаулық 8. Баяулау кезінде үлкен синхрондау ауытқуы
8-1. Синхронды анықтау жүйесінің ақаулығы (тор шкаласы).
8-2. Пропорционалды бағыттаушы клапан.
8-3. Жылдам төменгі клапанның ағуы.
8-4. Екі жақтағы кері қысымдағы үлкен алшақтық.
8-5. Майдың температурасы тым төмен.
8-6. Цилиндрдің жоғарғы және төменгі камераларындағы май тізбегі.
8-7. CNC жүйесінің параметрлері.


Ақаулық 9. Иілу бұрышының қатесі
9-1. Компенсациялық цилиндрдің компенсациялық ауытқуының үлкен екенін және нөлдік позицияны толығымен қалпына келтіру мүмкін еместігін тексеріңіз.
9-2. Жылдам қысқыштың босағанын тексеріңіз.
9-3. Әрбір иілудің төменгі өлі нүктесінде қандай да бір өзгеріс бар-жоғын тексеріңіз.
9-4. Садақ тәрізді пластинаның дұрыс орнатылғанын және бұранда тесігінің өлі екенін тексеріңіз.
9-5. Парақтың өзінде өзгерістер (қалыңдығы, материалы, кернеуі).
9-6. Тор сызғышы бос па?
9-7. Дұрыс емес орналасу дәлдігі: пропорционалды клапанның нөлдік ауытқу мәні сәйкес пе? Орналасу төменгі өлі нүктеге жете алмайды, бұл оралуды мүмкін емес етеді.

Ақаулық 10. Гидравликалық желілердегі майдың ағуы немесе құбырдың жарылуы
10-1. Мұнай құбырының қондырғысының талаптарға сәйкестігін тексеріңіз (ұзартылған ұзындық, құбыр диаметрі, қабырға қалыңдығы, ферруль, гайка тым тығыз, тым бос, иілу радиусы және т.б.).
10-2. Түтікте соққы немесе діріл бар ма.
10-3. Құбырдың басқаларға кедергі келтіретінін немесе соқтығысатынын тексеріңіз.
10-4. Құбыр құбыр қысқыштарымен бекітілмеген.
Ақаулық 11. Гидравликалық жүйені орнату және жөндеу кезіндегі сақтық шаралары
11-1. Бояумен тығыздалған клапандарды реттеуді былай қойғанда, өздігінен бөлшектеуге болмайды.
11-2. Тазалаудан кейін клапан қалыпты жұмыс істейді, оны жаңа маймен ауыстырып, май ыдысын дереу тазалау керек.
11-3. Орнату кезінде май сорғысына ешқандай соққылар немесе соққылар болмауы керек, ал мұнай сорғысына сынақтан бұрын жанармай құю керек.
11-4. Әрбір клапанды орнатқан кезде оның клапан корпусын ғана тасымалдауға болады, электромагниттік клапанға қол тигізбеу керек.
қосымша тауарлар
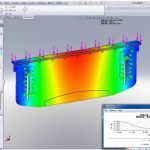
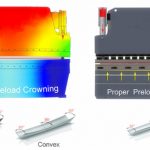
 Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?- Гильотинді қырқу машинасын қалай басқаруға болады
- Лазерлік антифриз туралы 6 кеңес
- 100т төрт бағаналы гидравликалық престің жалпы ақаулары мен ақаулықтарды жою әдістері
- Гидравликалық тежегіштің қанша түрі бар
- CNC пресс-тежегіш иілу машинасының жұмыс принципі мен құрамы
- Төрт бағаналы гидравликалық престің жалпы ақаулары және ақаулықтарды жою әдісі
- Гидравликалық қуатты прес машинасының қауіпсіз жұмыс істеу ережелері
- CNC қаңылтыр майыстырушы үшін ауытқудың орнын толтыруды қалай жасауға болады
- Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?