1. Иілу процесін түсіну: қарапайым фактілер

Иілу мүмкіндігі = Бұрыш * (T/ 180)*(Радиус + K-фактор *Қалыңдық)Иілу орнын толтыру = Иілу мүмкіндігі-(2 * Артқа орнату)
Ішінде Артқы жағы = сарғыш (Бұрыш / 2) *Радиусы Сыртқы жағы Артқы жағы = Қою (Бұрыш / 2)*(Радиус + Қалыңдық)

1) Майысқан бөлікте алынған радиус сол бөлікті кесуіміз керек ұзындыққа әсер етеді (иілуге дейін).
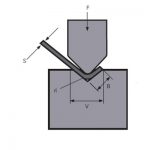
2) Иілу кезінде алынған радиус біз жұмыс істеу үшін таңдаған V саңылаудан 99% тәуелді.
Бөлшекті жобалаудан бұрын және міндетті түрде дайындамаларды кесуді бастамас бұрын, біз тежегіштегі бөлікті бүгу үшін қандай V саңылауды қолданатынымызды НАҚТЫ білуіміз керек.

2. Радиус бос орындарға қалай әсер етеді
үлкенірек радиус біздің бөліктің аяқтарын сыртқа қарай «итеріп», дайындама «тым ұзын» кесілгендей әсер қалдырады.
кішірек радиус үшін радиус үлкенірек болғанға қарағанда «сәл ұзағырақ» кесілуі керек дайындама қажет болады.

3. Иілу мүмкіндігі

Жоғарыдағы суреттің бүктелген бос орындары келесідей есептеледі:
B = 150 + 100 + 60 + BA1 + BA2
BA1 және BA2 қалай есептеледі:
Иілу мүмкіндігін есептеу
Жазық болу арқылы екі аяқтың бір-бірінен бір-бірінен қысқартылуы керек бөлік - бұл біз әдетте «иілуге арналған жәрдемақы» (немесе теңдеудегі BA) деп білетін нәрсе.

Иілу коэффициентінің формуласы
90°-қа дейінгі иілулерге арналған BA формуласы

91° пен 165° аралығындағы иілулерге арналған BA формуласы

iR= Ішкі радиус
S=қалыңдығы
Β = бұрыш
Π = 3,14159265….
K = K факторы
K факторы
Пресс тежегішінде иілу кезінде қаңылтырдың ішкі бөлігі қысылады, ал сыртқы бөлігі ұзартылады.
Бұл талшықтар қысылмаған немесе ұзартылмайтын парақтың бір бөлігі бар екенін білдіреді. Біз бұл бөлікті «бейтарап ось» деп атаймыз.

Иілудің ішкі жағынан бейтарап оське дейінгі қашықтықты біз K факторы деп атаймыз.
Бұл құндылық біз сатып алатын материалмен бірге келеді және оны өзгерту мүмкін емес.
Бұл мән бөлшекпен көрсетіледі. K факторы неғұрлым аз болса, бейтарап ось парақтың ішкі радиусына соғұрлым жақын болады.

K факторы = дәл баптау
K факторы біздің ашылған дайындамаға әсер етеді. Бөлшектің радиусы сияқты емес, бірақ біз оны бланкілер үшін дәл баптау есептеулері ретінде қарастыра аламыз.
K факторы неғұрлым аз болса, соғұрлым материал ұзартылады, сондықтан «сыртқа шығарылады». бұл біздің аяғымыз «үлкен» болады дегенді білдіреді.
K факторын бағалау
Көбінесе біз бос есептеулерімізді дәл баптау кезінде K факторын бағалап, реттей аламыз.
бізге тек кейбір сынақтар (таңдалған V саңылауында) және бөліктің радиусын өлшеу қажет.
Егер сізге дәлірек K коэффициентін анықтау қажет болса, төменде сіздің иілуіңіз үшін дәл K коэффициентін анықтауға арналған есептеу берілген.

K факторы: формула

Мысалды шешу:
B = 150 + 100 + 60 +BA1 + BA2
K факторын бағалау
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Екі иілу 90° немесе одан аз:

білдіреді:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
сондықтан:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 мм
қосымша тауарлар
 Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?
Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?- Пресс-тежегіш тәжі деген не
- Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
- Кантон жәрмеңкесі
- Орташа және қалың иілу тақталарының WILA тиімді шешімі
- Пресс-тежегіш иілу машинасының қолайлы қалыбын қалай таңдауға болады
- Кәдімгі иілу реті және иілу машинасының қалыпты пайдалануының күнделікті сипаттамасы
- Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
- CNC иілу машинасының дағдыларын қолданыңыз
- Қаңылтыр иілу машинасын еркін иілу кезіндегі иілу күшін есептеу