Кәдімгі иілу реті
1. Қысқа жағы бірінші және ұзын жағы: Жалпы айтқанда, төрт жағы бүгілген кезде алдымен қысқа жағын, содан кейін ұзын жағын бүктеу дайындаманы өңдеуге және иілу қалыпын құрастыруға тиімді.
2. Алдымен перифериялық, содан кейін ортаңғы: Қалыпты жағдайларда ол әдетте дайындаманың шеткі бөлігінен басталып, дайындаманың ортасына қарай бүктеледі.
3. Алдымен ішінара, содан кейін тұтас: Егер дайындаманың ішінде немесе сыртында басқа иілу құрылымдарынан ерекшеленетін кейбір құрылымдар болса, әдетте бұл құрылымдар алдымен, содан кейін басқа бөліктер майыстырылады.
4. Кедергі жағдайды қарастырып, иілу ретін орынды реттеңіз: иілу реті статикалық емес, өңдеу реті иілу пішініне немесе дайындамадағы кедергілерге сәйкес дұрыс реттелуі керек.

Иілу машинасының қалыпты пайдалануының күнделікті сипаттамасы
1. Пресс-тежегішті майыстыру машинасының қуатын қосыңыз, кілтті ауыстырып-қосқышты бұраңыз, іске қосу үшін май сорғысын басыңыз, майыстыру машинасының май сорғысы айнала бастайды, ал машина әлі жұмыс істей бастаған жоқ.
2. Иілу машинасының қалыптары ресми түрде іске қосылғанда, штрихты реттеу сынақтан өткізуді қажет етеді. Иілу машинасының жоғарғы матрицасы түбіне түскенде, пластина қалыңдығының саңылауы болуы керек. Әйтпесе, бұл қалып пен машинаны зақымдайды. Сондай-ақ инсульт реттеуінде электрлік жылдам реттеу және қолмен дәл реттеу бар.
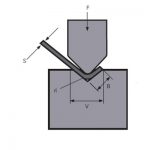
3. Иілу машинасының қалыпының ойығын таңдау үшін әдетте пластина қалыңдығының енінен 8 есе болатын ойық таңдалады. Егер сіз 4 мм парақты бүгсеңіз, шамамен 32 ұяшықты таңдауыңыз керек.

4. Иілу машинасының жоғарғы және төменгі қалыптарының қабаттасуы мен беріктігін тексеру; орналасу құрылғыларының өңделетін талаптарға сай келетінін тексеріңіз. Жоғарғы және төменгі қалыптардың қабаттасуын жиі тексеріңіз; манометрдің нұсқаулары ережелерге сәйкес келе ме.
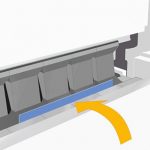
5. Парақ майысқан кезде, иілу кезінде парақ көтеріліп, операторға зақым келтірмеу үшін оны тығыздау керек.
6. Металл қаңылтыр матрицаны реттеу кезінде қуат көзін өшіріп, жұмысты тоқтату керек.
7. Айнымалы иілу машинасының төменгі штампының саңылауын өзгерту кезінде төменгі штамппен ешқандай материалдың жанасуына жол берілмейді.
8. Станокқа зақым келтірмеу үшін шамадан тыс қалың темір табақтарды немесе шыңдалған болат табақтарды, жоғары сұрыпты легирленген болаттарды, төртбұрышты болаттарды және қаңылтыр майыстырушы станоктың өнімділігінен асатын табақтарды майыстыру үшін иілу станоктарын пайдалануға тыйым салынады. .
9. Иілу машинасын өшіріп, жоғарғы сырғымалы тақтаны ағаш блоктарға түсіру үшін екі жағындағы цилиндрлердің астындағы төменгі қалыптарға ағаш блоктарды салыңыз. Алдымен басқару жүйесінің бағдарламасынан шығыңыз, содан кейін қуат көзін өшіріңіз.

қосымша тауарлар
 Гидравликалық қуатты прес машинасының қауіпсіз жұмыс істеу ережелері
Гидравликалық қуатты прес машинасының қауіпсіз жұмыс істеу ережелері- Пресс-тежегіш иілу машинасының қолайлы қалыбын қалай таңдауға болады
- CNC иілу машинасының дағдыларын қолданыңыз
- Орташа және қалың иілу тақталарының WILA тиімді шешімі
- Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
- Төрт бағаналы гидравликалық престің жалпы ақаулары және ақаулықтарды жою әдісі
- Гидравликалық қырқу машинасының жиі кездесетін ақауларын жөндеу және май тізбегінің жүйесіне техникалық қызмет көрсету
- Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
- Пресс-тежегіш тәжі деген не
- Пресс тежегішінің иілу мүмкіндігін қалай есептеу керек