Пресс-тежегіш штамп/қалыптар жоғарғы және төменгі қалыптарға бөлінеді, олар қаңылтыр металды штамптау үшін қалыптарды қалыптау және бөлу үшін қолданылады. Қалыптауға арналған қалыптың қуысы бар, ал бөлуге арналған қалыптың кесетін жиегі бар. Пресс-тежегіш машинаның штамп/матрицасы дайындаманың дәлдігіне үлкен әсер етеді. Иілу процесінде қалып дайындамаға жанасатын барлық нәрсе болып табылады.
Иілу машинасының/пресс-тежегіштің прес-тежегіш қалыптары L-тәрізді, R-тәрізді, U-тәрізді, Z-тәрізді және т.б. Жоғарғы қалыпта негізінен 90 градус, 88 градус, 45 градус, 30 градус, 20 градус, 15 градус және т.б. бұрыш. Төменгі қалып 4~18В қос ойықты және әртүрлі ойық ені бар бір ойықты, сонымен қатар R төменгі қалып, өткір бұрышты төменгі қалып, тегістеу қалып және т.б.

Ультра жоғары дәлдік
Қалыптың дәлдігі үшін иілу процесінде дайындаманың дәлдігіне үлкен әсер ету өте маңызды. Қолданар алдында қалыптың тозуын тексеру керек. Тексеру әдісі – жоғарғы қалыптың алдыңғы ұшынан иыққа дейінгі ұзындықты және төменгі қалыптың иығы арасындағы ұзындықты өлшеу. Кәдімгі қалыптар үшін бір метрдегі ауытқу шамамен ±0,0083 мм болуы керек, ал жалпы ұзындықтың ауытқуы ±0,127 мм-ден аспауы керек. Нақты тегістеу қалыпына келетін болсақ, бір метрдегі дәлдік ±0,0033мм болуы керек, ал жалпы дәлдік ±0,0508 мм-ден аспауы керек. Әдетте электрогидравликалық иілу станоктары немесе бұралу білігінің иілу станоктары үшін ұсақ тегістеу қалыптарын және қолмен иілу станоктары үшін әдеттегі қалыптарды пайдалану ұсынылады.
CNC тежегіш машинасының құрал бөлімі төмендегідей:

Автоматты бекітілген орнату
Үстіңгі қалып сырғытпа жоғарғы өлі нүктеге көтерілгенде орнатылады, ал қалып қысқыш жүйесі қысу қысымы түскенше бірнеше қалыптарды орнында ұстай алады.
Гидравликалық қысқыш жүйесі
Гидравликалық қысу жүйесі қысудың ең тиімді әдісі болып табылады. Жаңа және ескі машиналар бұл қысқыш жүйені пайдалана отырып, уақыт пен шығынды үнемдей алады. Ескі иілу машинасының жүк көтергіш беті зақымдалған болса, гидравликалық қысу жүйесі зақымдануды жою үшін ең жақсы таңдау болады, сонымен қатар қысу және орнату тиімділігін арттырады.

Орнына автоматты түрде қысыңыз
Қысқыш қысымды қолданғанда, үстіңгі қалып жоғары тартылып, орнына автоматты түрде қысылады. Бұл иілу процесінде жоғарғы қалыпты қалып түбіне басу қажеттілігін болдырмайды.
Соққы/қалып таңдау
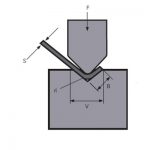
Алдымен, бүгілетін парақтың қалыңдығын анықтаңыз. Мысалы, қалыңдығы 0,75 мм-ден 6,30 мм-ге дейінгі пластиналарды майыстырғыңыз келеді. Содан кейін ең аз қажетті V пішінді пішінді өлшемін бағалау үшін ең жұқа парақтың қалыңдығын 8-ге көбейтіңіз. Бұл мысалда 0,75 мм пластина ең аз қажетті қалып болып табылады, сондықтан 0,75×8=6. Үшіншіден, ең қалың парақтың қалыңдығын 8-ге көбейтіңіз, қажетті максималды V-тәрізді қалып өлшемін бағалаңыз.
8 есе принципі
Яғни, V-тәрізді қалыптың ашылуы парақтың қалыңдығынан 8 есе артық болуы керек. Ең жақын пішінді таңдау үшін парақтың қалыңдығын 8-ге көбейтіңіз. Мысалы, қалыңдығы 1,5 мм пластина үшін 12 мм қалып қажет (1,5×8=12мм). Егер бұл 3,0 мм пластина болса, 24,0 мм қалып қажет. (3,0×8=24,0). Бұл қатынас бұрыштың ең жақсы таңдауын қамтамасыз ете алады, сондықтан көптеген адамдар оны «ең жақсы таңдау» деп атайды. Жарияланған иілу диаграммаларының көпшілігі де осы формулаға негізделген.
Үлгіні таңдау ережелері
L-тәрізді дайындамаларды майыстыруға арналған таңдау ережесі - ешқандай ережелер жоқ, кез келген дерлік үстіңгі матрицаны қолдануға болады. Сонымен, дайындамалар тобына арналған жоғарғы қалыптарды таңдағанда, L-тәрізді дайындамаларды соңғы деп санауға болады, өйткені кез келген дерлік жоғарғы қалып оларды майыстыра алады. Осы L-тәрізді дайындамаларды майыстырған кезде, басқа дайындамаларды майыстыратын жоғарғы қалыптарды пайдалану ұсынылады. Қалыптарды сатып алғанда, соғұрлым аз болса, соғұрлым жақсы. Бұл қалып шығындарын азайту үшін ғана емес, сонымен қатар қажетті қалып пішіндерінің санын азайту және орнату уақытын қысқарту.


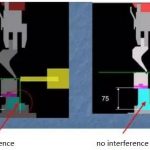
Дайындаманың үстіңгі бөлігі төменгі бөліктен ұзағырақ болса, қаз мойыны қажет. Дайындаманың үстіңгі бөлігі төменгі бөліктен қысқа болса, кез келген үстіңгі қалып жақсы. Дайындаманың үстіңгі бөлігі мен төменгі бөлігінің ұзындығы бірдей болғанда, өткір бұрышты жоғарғы матрица қажет. Қорытындылай келе, жоғарғы қалыптарды таңдау ережесі негізінен дайындаманың кедергісіне байланысты, бұл жерде иілу симуляциясының бағдарламалық құралы маңызды рөл атқара алады. Пайдаланылған жүйе иілу жағдайын имитациялай алмаса, төмендегі суретте көрсетілгендей, жоғарғы қалып дайындамасының кедергісін қолмен тексеру үшін торлы фоны бар сызбаны пайдалануға болады.


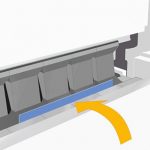
Шегіністі қалып жоқ
Барлық дерлік типтік V-тәрізді иілу машинасының қалыптары дайындамада кейбір белгілерді қалдырады, себебі металл иілу кезінде қалыпқа басылады. Көп жағдайда белгілер аз немесе қолайлы. Радиусты ұлғайту белгілерді азайтуы мүмкін. Бірақ кейде тіпті ең кішкентай белгілер де қабылданбайды, мысалы, иілу алдында боялған немесе жылтыратылған тақталар. Төмендегі суретте көрсетілгендей, нейлон кірістірулерді шегіністерді жою үшін пайдалануға болады. Шегініссіз иілу әсіресе өндірілген ұшақтар немесе аэроғарыштық бөлшектер үшін өте маңызды, себебі инспекторларға бөлшекті жалаңаш көзбен тексеру және сызаттар мен жарықтарды ажырату қиын.

қосымша тауарлар
 Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады
Гидравликалық тежегіш машинаның тоннасын қалай таңдауға болады- Орташа және қалың иілу тақталарының WILA тиімді шешімі
- CNC иілу машинасының дағдыларын қолданыңыз
- Кәдімгі иілу реті және иілу машинасының қалыпты пайдалануының күнделікті сипаттамасы
- Қаңылтыр иілу машинасын еркін иілу кезіндегі иілу күшін есептеу
- Пресс тежегіштері неден жасалған? Пресс-тежегіш құралы дегеніміз не?
- Гидравликалық тежегіштің қанша түрі бар
- Неліктен пресс-тежегіш иілу машинасына өтемақы жүйесін қосу керек?
- Пресс-тежегіш тәжі деген не
- Пресс тежегішінің иілу мүмкіндігін қалай есептеу керек